Disadur dari: HDPE BUISDVERDINBINGEN.PDF
Pipa polyethylene untuk sistem jaringan air bertekanan PE 80 dan100 memiliki daya tahan luar biasa tehadap beban (fatigue) dan keretakan perlahan-lahan (slow crack growth), bersamaan dengan daya tahan Rapid Crack Propagation (RCP). Karena itu pipa-pipa ini dapat bertahan minimum lebih dari 50tahun. Sistem pipa polythylene PE80 dan 100 tidak hanja didisain untuk daya kerja bertekanan yang lebih tinggi, tetapi juga dirancang agar lebih menghemat biaya, terutama pipa-pipa berdiameter lebih besar dan bertekanan tinggi karena dindingnya lebih tipis.
Sistem pengendalian mutu pada produksi pipa dan fittings PE kelas SDR9 (PN 16) - SDR11 (PN 12,5) – SDR13,6 (PN 10) – SDR17 ( PN 8), dilaksanakan berdasarkan ketentuan – ketentuan ISO 4427. (STANDARD DIMENSION RATIO) Klasifikasi SDR untuk pipa-pipa PE yang mencerminkan hubungan antara diameter bagian luar dan ketebalan, telah diubah.
de nominale (luar) diameter (110 mm)
( 11) SDR = -------------------------------------------------
e ketebalan dinding pipa ( 10 mm )
DUA SISTEM PENYAMBUNGAN HEAT FUSION:
BUTT FUSION (memanaskan permukaan kedua ujung pipa)
Sistim penyambungan Butt Fusion pada dasarnya menggunakan prinsip melelehkan permukaan pipa dengan menggunakan pemanas elektrik dan alat pengontrol temperatur. Setelah pemanasan mencapai titik leleh, maka kedua permukaan pipa ditemukan dan terjadilah penyambungan
ELECTRO FUSION (socket yang dilengkapi dengan heating element)
Sistem penyambungan dengan electro fusion adalah penyambungan menggunakan electrical fusion socket yang telah dilengkapi dengan built-in heating element. Electrical fusion socket dihubungkan dengan alat peleburan otomatis
Penyambungan dengan butt fusion, adalah penyambungan dengan cara memanaskan permukaan kedua ujung pipa yang akan disambung sesuai temperatur yang dibutuhkan sambil menggunakan plat pemanas (heating plate). Kemudian kedua ujung pipa yang sudah dipanaskan sampai mencapai titik leleh disambungkan secara ditekan.
Pasanglah ujung-ujung pipa yang akan disambung didalam alat butt fusion. Kencangkan alat penjepitnya, sampai ke dua ujung pipa berada di posisi yang tepat
Ratakan ujung-ujung pipa dengan alat perata elektrik sampai kedua pipa benar-benar rata dan bersih.
Pasanglah plat pemanas diantara ujung-ujung pipa dan panaskan plat pemanas sampai titik senyawa.
Sambung dan tekanlah kedua ujung pipa yang sudah di panaskan dengan alat butt fusion sampai tekanan persenyawaannya sesuai
Cara penyambungan butt fusion pipa HDPE, SDR11, Ø 110
1. Step 1. Pertama-tama mengontrol dan membersihkan pipa yang mau dilas baik dalam maupun luar, sehingga bebas debu, kotoran, sampah dll.
2. Step 2. Membersihkan ujung pipa dengan kain (katoen) yang telah dibasahi spiritus.
Perhatian supaya tidak ada bulu-bulu kain ditempat yang mau dilas.
3. Step 3. Pasanglah ujung-ujung pipa kedalam alat penjepit. Kencangkan sampai kedua ujung pipa berada di posisi yang tepat.
4. Step 4. Ratakan ujung-ujung pipa denga alat perata elektrik (scrape), sehingga kedua pipa benar-benar rata dan bersih.
5. Step 5. Bersihkan ujung pipa dan plat pemanas dengan kain
Step 5. ………kain yang telah dibahasi spiritus, agar persenyawaan sempurna.
6. Step 6. Panaskan plat pemanas sampai titik senyawaan 210 °C ( diatur dengan termostat).
7. Step 7. Pasanglah plat pemanas yang sudah dipanasi sampai titik 210°C, diantara ujung-ujung pipa dengan TEKANAN PEMANASAN 5 bar + 8 bar dari jumlah tenaga yang dibutuhkan untuk menarik sebatang pipa ke arah alat las fusion (jumlah 13 bar)
8. Step 8. Tekanlah (13 bar) sampai mendapat bentuk RIL-LAS dari ± 2 mm lebar
9. Step 9. dalam 4 detik, alat plat pemanas dikeluarkan Perbuatan cepat waktunya hanya dalam 7 detik, sambung dan tekanlah kedua ujung pipa 11 detik yang sudah dipanaskan dialat butt fusion sampai tekanan persenyawaannya sesuai dengan yang diminta, yaitu 13 bar ( 5 + 8).
10.Step 10. Tempo pendinginan - Selama 13 minut dalam keadaan 13 bar.(5+8) kemudian - Selama 15 minut tanpa tekanan.
11. Step 11. Penyambungan selesai. Klem dari alat penjepit boleh dilepaskan.
Pemuaian panjang dan pengembangan pipa karena turun naik (beda) temperatur
PE 100 : = 20 x 10¯ 5 ( 0,20 mm per meter/ ºC )
PE 80 : = 13 x 10 ¯5 ( 0,13 mm per meter/ ºC )
Hubungi sales team kami:
Pipa polyethylene untuk sistem jaringan air bertekanan PE 80 dan100 memiliki daya tahan luar biasa tehadap beban (fatigue) dan keretakan perlahan-lahan (slow crack growth), bersamaan dengan daya tahan Rapid Crack Propagation (RCP). Karena itu pipa-pipa ini dapat bertahan minimum lebih dari 50tahun. Sistem pipa polythylene PE80 dan 100 tidak hanja didisain untuk daya kerja bertekanan yang lebih tinggi, tetapi juga dirancang agar lebih menghemat biaya, terutama pipa-pipa berdiameter lebih besar dan bertekanan tinggi karena dindingnya lebih tipis.
Sistem pengendalian mutu pada produksi pipa dan fittings PE kelas SDR9 (PN 16) - SDR11 (PN 12,5) – SDR13,6 (PN 10) – SDR17 ( PN 8), dilaksanakan berdasarkan ketentuan – ketentuan ISO 4427. (STANDARD DIMENSION RATIO) Klasifikasi SDR untuk pipa-pipa PE yang mencerminkan hubungan antara diameter bagian luar dan ketebalan, telah diubah.
de nominale (luar) diameter (110 mm)
( 11) SDR = -------------------------------------------------
e ketebalan dinding pipa ( 10 mm )
DUA SISTEM PENYAMBUNGAN HEAT FUSION:
BUTT FUSION (memanaskan permukaan kedua ujung pipa)
Sistim penyambungan Butt Fusion pada dasarnya menggunakan prinsip melelehkan permukaan pipa dengan menggunakan pemanas elektrik dan alat pengontrol temperatur. Setelah pemanasan mencapai titik leleh, maka kedua permukaan pipa ditemukan dan terjadilah penyambungan
 |
| Mesin Butt Fusion SHD 630/315 dari Shengda |
ELECTRO FUSION (socket yang dilengkapi dengan heating element)
Sistem penyambungan dengan electro fusion adalah penyambungan menggunakan electrical fusion socket yang telah dilengkapi dengan built-in heating element. Electrical fusion socket dihubungkan dengan alat peleburan otomatis
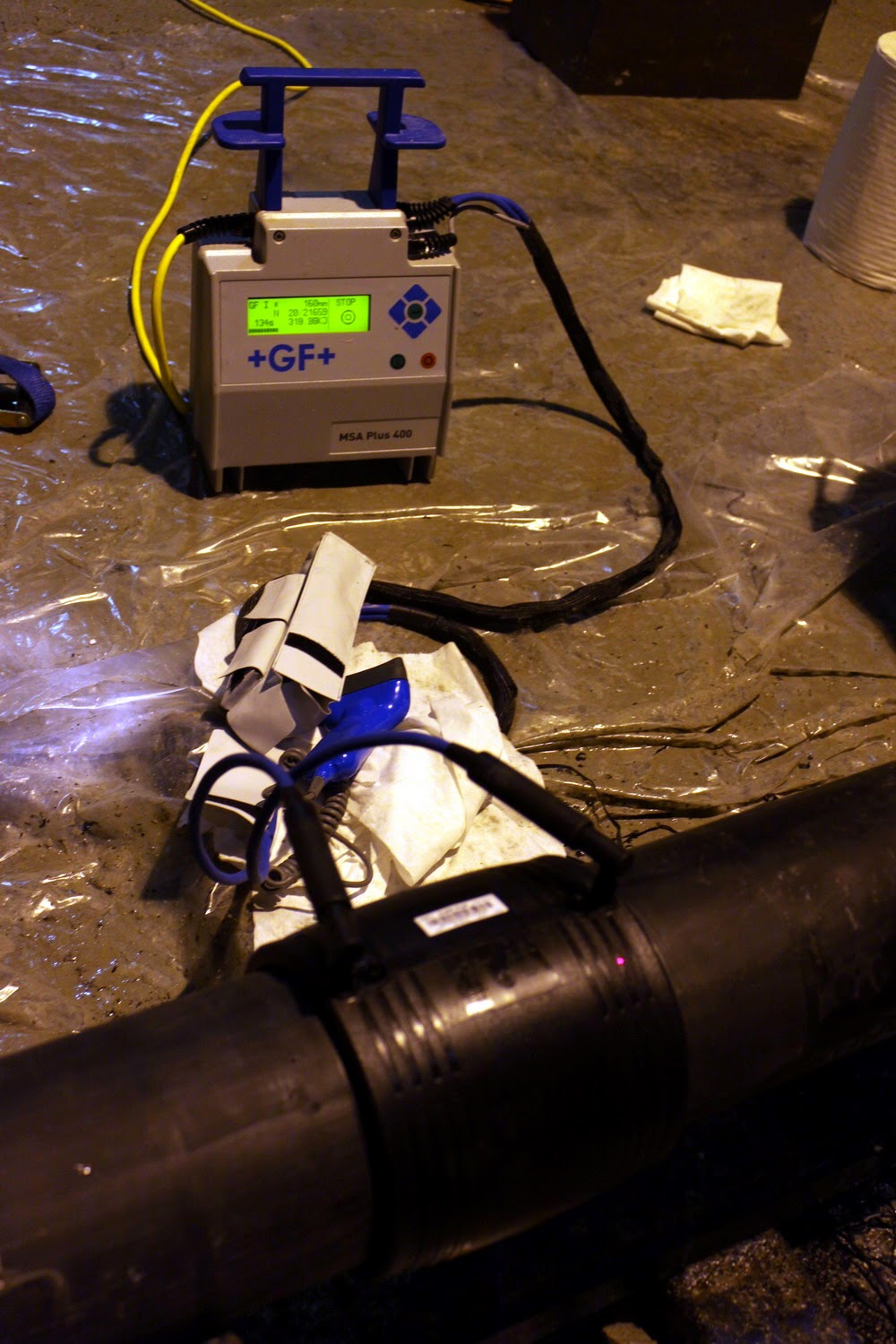 |
| MSA 400 uji coba di Free Port |
 |
| Coupler Electrofusion dari Georg Fischer |
Penyambungan dengan butt fusion, adalah penyambungan dengan cara memanaskan permukaan kedua ujung pipa yang akan disambung sesuai temperatur yang dibutuhkan sambil menggunakan plat pemanas (heating plate). Kemudian kedua ujung pipa yang sudah dipanaskan sampai mencapai titik leleh disambungkan secara ditekan.
Pasanglah ujung-ujung pipa yang akan disambung didalam alat butt fusion. Kencangkan alat penjepitnya, sampai ke dua ujung pipa berada di posisi yang tepat
Ratakan ujung-ujung pipa dengan alat perata elektrik sampai kedua pipa benar-benar rata dan bersih.
Pasanglah plat pemanas diantara ujung-ujung pipa dan panaskan plat pemanas sampai titik senyawa.
Sambung dan tekanlah kedua ujung pipa yang sudah di panaskan dengan alat butt fusion sampai tekanan persenyawaannya sesuai
Cara penyambungan butt fusion pipa HDPE, SDR11, Ø 110
1. Step 1. Pertama-tama mengontrol dan membersihkan pipa yang mau dilas baik dalam maupun luar, sehingga bebas debu, kotoran, sampah dll.
2. Step 2. Membersihkan ujung pipa dengan kain (katoen) yang telah dibasahi spiritus.
Perhatian supaya tidak ada bulu-bulu kain ditempat yang mau dilas.
3. Step 3. Pasanglah ujung-ujung pipa kedalam alat penjepit. Kencangkan sampai kedua ujung pipa berada di posisi yang tepat.
4. Step 4. Ratakan ujung-ujung pipa denga alat perata elektrik (scrape), sehingga kedua pipa benar-benar rata dan bersih.
5. Step 5. Bersihkan ujung pipa dan plat pemanas dengan kain
Step 5. ………kain yang telah dibahasi spiritus, agar persenyawaan sempurna.
6. Step 6. Panaskan plat pemanas sampai titik senyawaan 210 °C ( diatur dengan termostat).
7. Step 7. Pasanglah plat pemanas yang sudah dipanasi sampai titik 210°C, diantara ujung-ujung pipa dengan TEKANAN PEMANASAN 5 bar + 8 bar dari jumlah tenaga yang dibutuhkan untuk menarik sebatang pipa ke arah alat las fusion (jumlah 13 bar)
8. Step 8. Tekanlah (13 bar) sampai mendapat bentuk RIL-LAS dari ± 2 mm lebar
9. Step 9. dalam 4 detik, alat plat pemanas dikeluarkan Perbuatan cepat waktunya hanya dalam 7 detik, sambung dan tekanlah kedua ujung pipa 11 detik yang sudah dipanaskan dialat butt fusion sampai tekanan persenyawaannya sesuai dengan yang diminta, yaitu 13 bar ( 5 + 8).
10.Step 10. Tempo pendinginan - Selama 13 minut dalam keadaan 13 bar.(5+8) kemudian - Selama 15 minut tanpa tekanan.
11. Step 11. Penyambungan selesai. Klem dari alat penjepit boleh dilepaskan.
Pemuaian panjang dan pengembangan pipa karena turun naik (beda) temperatur
PE 100 : = 20 x 10¯ 5 ( 0,20 mm per meter/ ºC )
PE 80 : = 13 x 10 ¯5 ( 0,13 mm per meter/ ºC )
.JPG) |
| Mesin Butt Fusion GF 800 dari Georg Fischer |
Hubungi sales team kami:

1 Comments for "Cara Penyambungan Pipa HDPE Black"
Sore bapak, kami dari Agen Pipa Indonesia salam kenal, siapa tahu bisa bekerjasama dalam pekerjaan yang sama